пайка силовых кабелей
Когда говорят про пайку силовых кабелей, многие сразу представляют паяльник, припой и стандартную процедуру. Но в силовых линиях, особенно на промышленных объектах, всё не так прямолинейно. Основная ошибка — считать, что главное это просто создать механически прочное и проводящее соединение. На деле, для кабелей, работающих под серьёзной нагрузкой, критична долговременная стабильность соединения под воздействием вибрации, перепадов температур и возможных перегрузок. Именно здесь и кроются все основные проблемы, которые приходится решать на практике.
Подготовка — это 80% успеха, но её часто экономят
Любой опытный монтажник подтвердит: качество пайки силового кабеля определяется не в момент нанесения припоя, а на этапе подготовки. И первое — это зачистка жилы. Нельзя просто снять изоляцию и начать паять. Жилу нужно тщательно зачистить от оксидной плёнки, причём не только механически (ножом или абразивом), но и химически, используя соответствующий флюс. Для медных жил это одно, для алюминиевых — совсем другая история, так как оксидный слой на алюминии образуется мгновенно и обладает высоким сопротивлением.
Здесь часто допускают ошибку, используя активные кислотные флюсы, которые потом сложно полностью нейтрализовать. Остатки флюса внутри гильзы или на месте пайки со временем приводят к коррозии, особенно в условиях повышенной влажности. Я предпочитаю использовать специальные паяльные пасты или флюсы для силовой электроники, которые либо не требуют смывки, либо легко удаляются. Кстати, если говорить о материалах, то не все кабели одинаково хорошо паяются. Например, некоторые марки кабелей с пропиткой жил или особым покрытием могут создавать дополнительные сложности.
В этом контексте стоит обратить внимание на продукцию производителей, которые учитывают этот технологический аспект. Например, ООО Ухань Чжэнлинь Кабель в своей линейке кабелей для электрооборудования, судя по описанию на их сайте whzldx.ru, позиционирует себя как высокотехнологичное предприятие. Для монтажника это может быть косвенным признаком того, что жилы кабеля будут чистыми, без лишних технологических смазок, затрудняющих пайку. Хотя, конечно, всегда нужно проверять на конкретном отрезке.
Выбор припоя и температуры — не всё так очевидно
Казалось бы, что тут сложного? Бери оловянно-свинцовый припой ПОС-60 и паяй. Но для силовых соединений, где важен не только контакт, но и механическая прочность, состав припоя имеет значение. Чистое олово, например, подвержено ?оловянной чуме? при низких температурах. Свинцовые припои более пластичны и лучше переносят вибрацию, но их применение сейчас ограничено экологическими нормами.
Поэтому на многих объектах переходят на бессвинцовые припои. Они требуют более высокой температуры пайки, что создаёт риск перегрева изоляции кабеля. Приходится очень аккуратно работать, использовать термофены с точным контролем температуры или мощные паяльники с быстрым нагревом, чтобы минимизировать время теплового воздействия на изоляцию. Иногда для защиты изоляции рядом с местом пайки наматывают мокрую ткань или используют специальные термостойкие экраны.
Температура — это отдельная тема. Недостаточный нагрев приводит к образованию ?холодной пайки? — матовой, зернистой структуры соединения, которое имеет высокое переходное сопротивление и со временем разрушится. Перегрев — к обугливанию изоляции и потере механических свойств самой жилы. Нужно найти ту самую золотую середину, когда припой равномерно растекается, смачивая всю поверхность жилы, но не перегревая её. Это приходит только с опытом.
Технология соединения: гильзы, скрутки и прочее
Классический вопрос: паять скрутку или использовать кабельные гильзы? Лично я — сторонник гильз. Правильно обжатая и затем пропаянная гильза даёт гораздо более надёжное и предсказуемое соединение, особенно для кабелей большого сечения. Скрутку, даже пропаянную, сложно сделать одинаково качественно каждый раз, плюс она менее стойка к вибрационным нагрузкам.
Процесс обычно такой: зачищенные и залуженные жилы вставляются в гильзу, гильза обжимается пресс-клещами, а затем через специальные отверстия в гильзе производится пайка для обеспечения идеального электрического контакта. Припой должен заполнить всё внутреннее пространство гильзы. Здесь важно не переборщить — излишки припоя могут вытекать и повреждать изоляцию. После пайки соединение обязательно нужно очистить от остатков флюса и тщательно заизолировать, обычно термоусадочной трубкой с клеевым слоем, которая обеспечивает герметизацию.
Был у меня случай на одном из старых заводов, где при ремонте вскрыли распредшкаф. Там были соединения на скрутках, пропаянные ?дедовским? методом. Внешне выглядело нормально, но при диагностике тепловизором некоторые из них показывали локальный перегрев. При разборке оказалось, что припой не проник вглубь скрутки, а остался только снаружи, создав видимость соединения. После замены на гильзы с контролируемой пайкой проблема ушла. Это яркий пример, почему технология важнее скорости.
Особые случаи: алюминий, гибкие жилы и экраны
Пайка алюминиевых силовых кабелей — это отдельная дисциплина. Алюминий паяется хуже меди из-за оксидной плёнки и совсем другого коэффициента теплового расширения. Нужны специальные флюсы для алюминия и, часто, специальные припои. Более того, прямое соединение меди и алюминия пайкой недопустимо из-за гальванической коррозии. Для этого существуют биметаллические гильзы или переходные клеммы.
С гибкими жилами (многопроволочными) тоже есть нюанс. Их нельзя просто залудить, залив припоем — жилы становятся монолитными и ломкими в месте пайки, что при вибрации приводит к обрыву отдельных проволочек. Правильный подход — аккуратно скрутить концы проволочек, слегка их залудить, чтобы припой лишь связал их у поверхности, сохранив гибкость, а затем уже вставлять в гильзу. Это требует сноровки.
Отдельная история — пайка экранов силовых кабелей, особенно в цепях с высокой частотой или требованиями по ЭМС. Здесь важно обеспечить круговой контакт по всей окружности экрана, часто для этого используют медные оплётки или специальные экранирующие гильзы. Пайка должна быть аккуратной, чтобы не повредить изоляцию жил под экраном. Часто эту работу выполняют под микроскопом или мощной лупой.
Контроль качества и частые ошибки
Как проверить качество выполненной пайки силового кабеля? Визуальный осмотр — это только первый этап. Соединение должно быть блестящим (если не используется специальный матовый припой), гладким, без наплывов и острых сосулек. Припой должен равномерно обволакивать место соединения. Но главный тест — это измерение переходного сопротивления. Оно не должно отличаться от сопротивления целого участка кабеля того же сечения и длины.
Частая ошибка новичков — попытка паять ?на весу? или в неудобном положении. Это почти гарантированно приводит к плохому прогреву и некачественному соединению. Кабель и место пайки должны быть надёжно зафиксированы. Ещё одна ошибка — игнорирование последующей изоляции и защиты. Даже идеально пропаянное соединение быстро выйдет из строя, если его не защитить от влаги, масел и механических воздействий. Термоусадка с клеевым слоем — это must have.
В заключение скажу, что пайка силовых кабелей — это не просто ремесло, а технологическая операция, требующая понимания материалов, процессов и условий эксплуатации. Экономия на подготовке, материалах (флюсе, припое, гильзах) или времени всегда выходит боком — в лучшем случае повышенным сопротивлением и нагревом, в худшем — возгоранием. Работая с продукцией ответственных производителей, например, изучая ассортимент на сайте whzldx.ru того же ООО Ухань Чжэнлинь Кабель, можно хотя бы быть уверенным в качестве базового материала — кабеля. А дальше всё зависит от рук и знаний монтажника. Главное — не относиться к пайке как к чему-то второстепенному. В силовой цепи нет второстепенных элементов.
Соответствующая продукция
Соответствующая продукция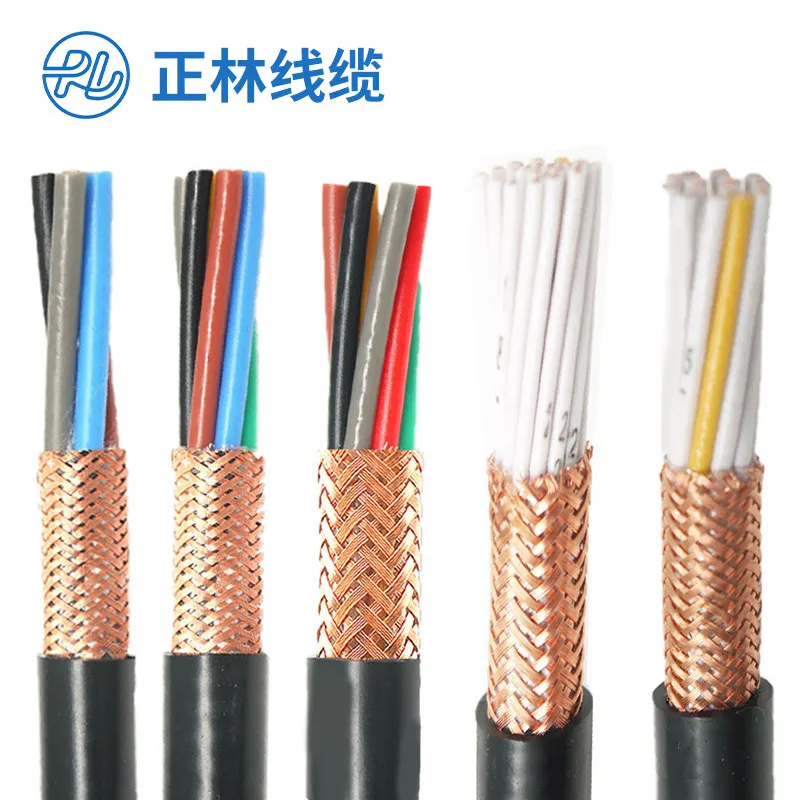






Самые продаваемые продукты
Самые продаваемые продукты-
 Провод по европейским стандартам
Провод по европейским стандартам -
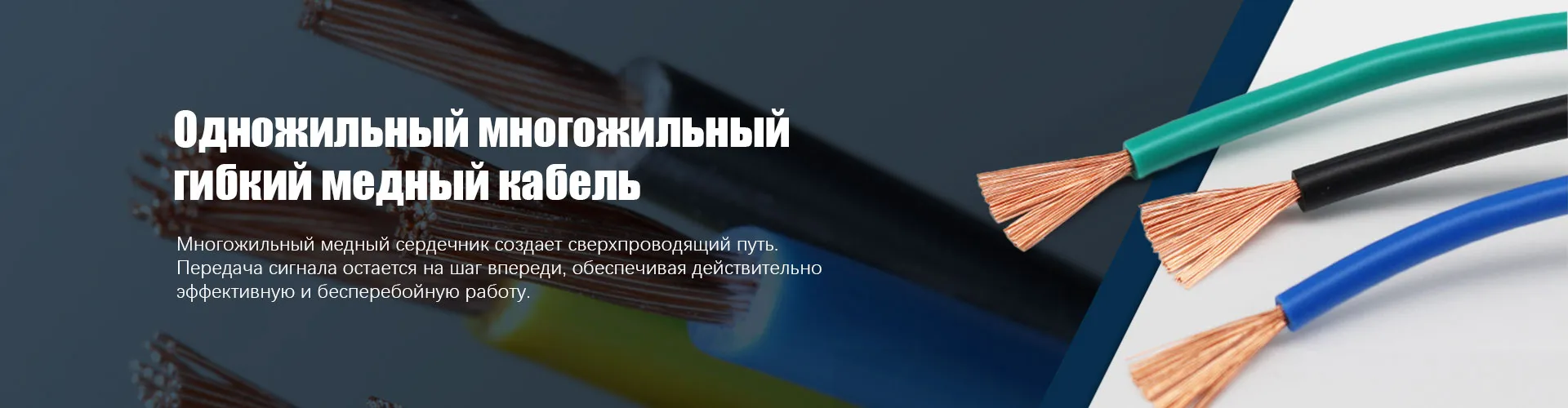
 Гибкий силовой кабель
Гибкий силовой кабель -
 Экранированный контрольный кабель
Экранированный контрольный кабель -
 Гибкий кабель с полиэтиленовой изоляцией
Гибкий кабель с полиэтиленовой изоляцией -
 Огнестойкий провод
Огнестойкий провод -
 Автомобильный провод
Автомобильный провод -
 Европейский стандарт экранированного кабеля с витой парой
Европейский стандарт экранированного кабеля с витой парой -
 Многопроволочный гибкий медный провод
Многопроволочный гибкий медный провод -
 Многожильный гибкий кабель
Многожильный гибкий кабель -
 Контрольный кабель в ПВХ оболочке
Контрольный кабель в ПВХ оболочке -
 Контрольный кабель
Контрольный кабель -
 Кабель питания по европейским стандартам
Кабель питания по европейским стандартам





